


TGK 10 Djupa hål CNC Skiving & Rolling Machine
Maskinkaraktär
TGK10-serien CNC-skivnings- och rullningsmaskin använder bearbetningsmetoden för fast arbetsstycke och roterande matning av verktyg.Verktygsmaskinen kan realisera borrning, skrapning och rullning av de inre hålen i arbetsstyckena, bearbetningssättet är enkelt och de bearbetade produkterna har hög precision.De huvudsakliga fördelarna med denna verktygsmaskin är hög bearbetningseffektivitet, stabil prestanda och effektiviteten är 5 till 10 gånger traditionella djuphålsborrmaskiner och honingmaskiner;graden av intelligent styrning är hög, och den digitala kontrollen och övervakningen av varje åtgärdskommando för verktygsmaskinen är enkel och bekväm.lätt att använda.

Maskinparametrar
| NO | Föremål | Beskrivning |
| 1 | Bearbetning av innerdiameterintervall | Φ35-100 mm |
| 2 | Bearbetningsdjupintervall | 1000mm-12000m |
| 3 | Maskinstyrningsbredd | 500 mm |
| 4 | Spindelns mitthöjd | 350 mm |
| 5 | Spindelhastighet, betyg | 5-1200rpm, 4 växlar, steglös |
| 6 | Huvudmotor | 45KW, AC servomotor |
| 7 | Matningshastighetsområde | 5-3000 mm/min (steglöst) |
| 8 | Vagnens snabba rörelsehastighet | 6000 mm/min |
| 9 | Fixturklämområde | Φ40-150 mm |
| 10 | Matningsmotor | 40N.m(Siemens AC servomotor) |
| 11 | Motorer för kylvätskesystem | N=7,5kw 11kw 15kw |
| 13 | Kylvätskesystemets nominella tryck | 2,5 MPa |
| 14 | Kylvätskesystemflöde | 237L/min、201L/min、153L/min (3 set) |
| 15 | Hydraulsystems nominella tryck | 7 MPa |
| 16 | Lufttryck | ≥0,4 MPa |
| 17 | Kontrollsystem: | Siemens 828D |
| 18 | Strömförsörjning | 380V.50HZ, 3-fas (anpassa) |
| 19 | Maskinmått | L*2400*2100*(L*B*H) |
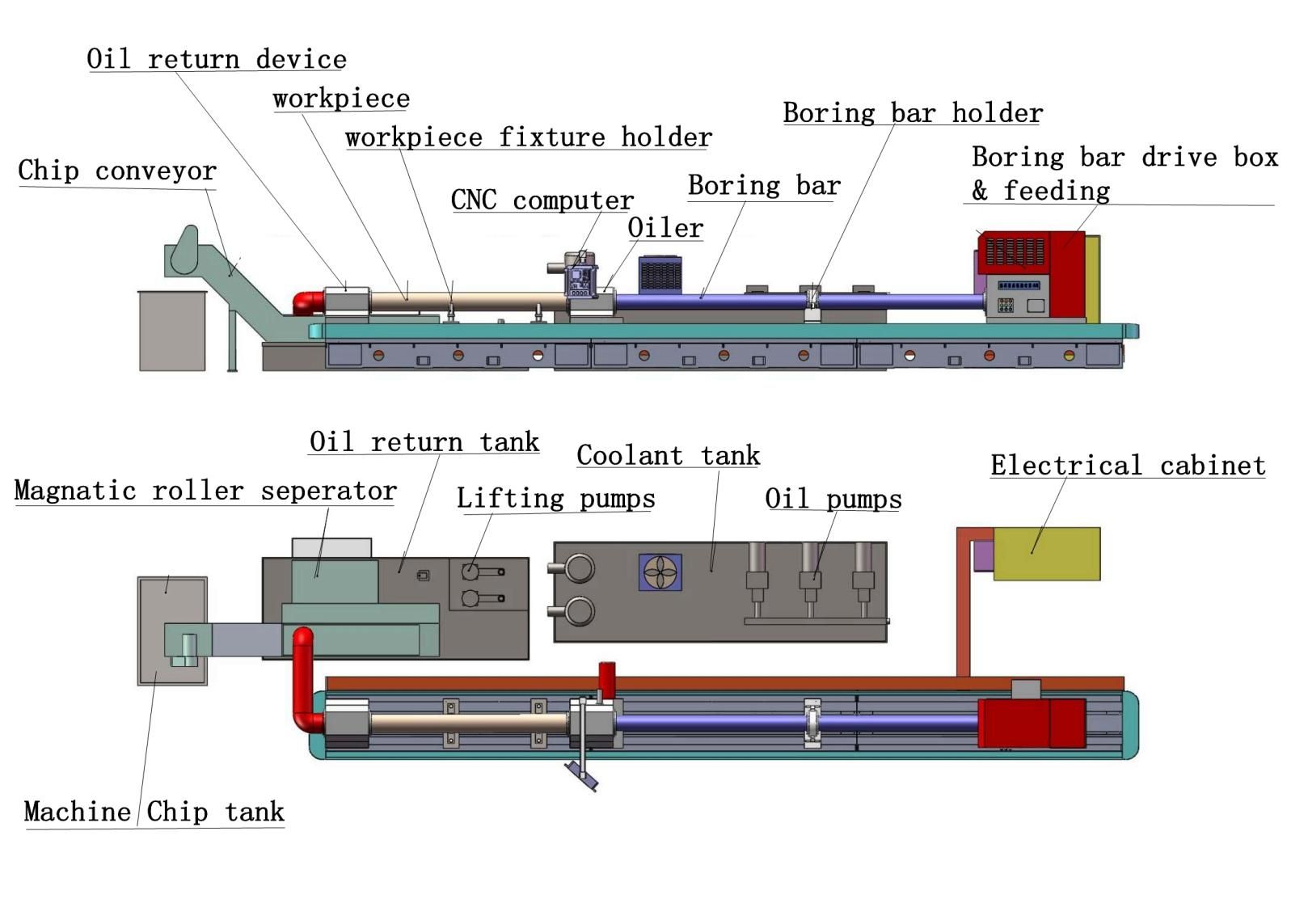
Viktiga maskindelar

1. Maskinsäng
Sängen antar dubbel rektangulär platt styrskenas struktur, och styrskenans bredd är 500 mm.Bäddkroppen är den grundläggande komponenten i verktygsmaskinen, och dess styvhet påverkar direkt arbetsprestanda och arbetsnoggrannhet för hela verktygsmaskinen.
2. Boring Rod Drive Box
Borrstångslådan är en integrerad gjutstruktur och är installerad på matningsbrickan.Valet av rotationshastighet kan bestämmas beroende på faktorer som arbetsstyckets material, hårdhet, skärverktyg och spånbrytande tillstånd.Enligt olika hastigheter kan det ställas in genom programmering av det numeriska styrsystemet, och spindellagren importeras från Japan som NSK.Den huvudsakliga funktionen för borrstångslådan är att driva verktyget att rotera



3. Oljematare och oljeuppsamlarsystem
Oljebehållaren är placerad i mitten av verktygsmaskinen.Huvudfunktionerna för den oljemottagande delen är: 1. Mata in kylvätska till arbetsstycket.2. Den främre änden av smörjmaskinen är försedd med en verktygsstyrhylsa på arbetsstyckets toppplatta, som kan realisera styrningen av ingången under skrapbearbetning.Oljereturanordningen är placerad vid den vänstra änden av verktygsmaskinen, som kan röra sig och fixeras längs bäddens axiella riktning.Huvudfunktionerna för oljereturanordningen är: Den nedre delen av oljereturkroppen är ansluten till den T-formade skruvstången i mitten av bädden, och den axiella rörelsen realiserar förpositioneringen av arbetsstycket under bearbetningen;den är utrustad med en domkraftsanordning för servomotor (eftersom domkraften använder det mest avancerade servo Motordomkraften ersätter den hydrauliska domkraftsmetoden, så att justeringen av domkraften verkligen realiserar digital kontroll. Väggtjockleken och diametern på arbetsstycket är olika , och olika domkrafter väljs för att förhindra munstyckesdeformation i största utsträckning.)
4. Maskinmatningssystem
Taiwan Shangyin högprecision kulskruvpar är installerat i mitten och bakre halvan av spåret på verktygsmaskinens kropp, och det finns en matningslåda i änden, driven av en 5,5KW AC servomotor, för att realisera matningen av verktyg vid matarpallen (borrstångslåda).Matningshastigheten kan justeras steglöst och verktyget kan dras in snabbt.Den främre halvan av spåret på maskinbäddskroppen är försedd med en T-formad skruv och en matarlåda, som används för att mata oljereturanordningen, justera arbetsstyckets position och fastspänning.Hela utfodringssystemet har fördelarna med hög precision, god styvhet, mjuk rörelse och god precisionshållning.


5. Boring Bar Support System
Borrstångens stödhylsa är fixerad på konsolkroppen med skruvar och ersätts tillsammans med borrstången, vilket är bekvämt och snabbt att byta ut olika borrstänger.Det spelar huvudsakligen rollen att stödja borrstången, kontrollera rörelseriktningen för borrstången och absorbera vibrationen från borrstången.Invändig stödhylsa med vridfunktion
6. Stödsystem för arbetsstyckesfixtur
Utrustad med två uppsättningar V-formade blockfästen för att stödja arbetsstycket.Skruv- och mutterlyften kan justeras godtyckligt enligt olika arbetsstyckesdiametrar.Det spelar huvudsakligen rollen som arbetsstyckets lastbärande och justering, och läget för borrhålet.

7. Hydraulsystem
Verktygsmaskinen är utrustad med ett speciellt hydraulsystem, som används för att styra expansionen och sammandragningen av det hydrauliska verktyget och den hydrauliska automatiska växlingen av borrstångslådan för att slutföra styrsystemet för rullningsåtgärden.Det nominella trycket är 7Mpa.Huvudkomponenterna är importerade oljeforskningsprodukter.

8. Kylvätskefiltersystem
Kylspånavlägsnande och filtreringssystem: huvudsakligen placerat på baksidan av verktygsmaskinen, efter filtrering med kedjeplåt automatisk spånborttagningsmaskin (grovfilter) → oljefilter på första nivån → oljefilter på andra nivå och filtrering på tredje nivå efter sedimentering och filtrering.
9.Elektriskt system
Den består av huvudkontrollbox, manöverbox, anslutningsbox och kablar.De viktigaste elektriska komponenterna är märket Schneider.För elektrisk kontrollbox (luftkonditionering kyla).Huvudledningsdelen antar flygpluggstruktur.Kablarna antar den nationella standarden, och svagströmskablarna använder de skärmade kablarna.Ledningarna är ordnade i strikt överensstämmelse med den starka och svaga elektriska isoleringen.

| NO | Föremål | Märken | NO | Föremål | Märken |
| 1 | Maskinens metallkropp | Egentillverkad | 2 | Tråkig bardrivbox | Egentillverkad |
| 3 | Stödpanel | Egentillverkad | 4 | Spindellager | Japan NSK |
| 5 | Andra björnar | Bra märken | 6 | Kulskruv | Taiwan märke |
| 7 | De viktigaste elektriska elementen | schneider eller siemens | 8 | Spindelmotor | Kina varumärke |
| 9 | Matar servomotor | Siemens | 10 | Drivrutin för matning av servo | Siemens |
| 11 | CNC-system | Siemens | 12 | Pneumatiska element | Japan SMC |
10.CNC-styrsystem
Verktygsmaskinen är utrustad med SIMENS828D CNC-system, och kylvätsketrycket visas av instrument.Matningsmotorn är en servomotor, och den tråkiga stånglådans motor är importerad.Manuell matning, självdiagnosfunktion.Statusdisplay, olika funktioner såsom aktuell positionsvisning, programvisning, parameterinställningsdisplay, larmdisplay, flerspråkig displaykonvertering, etc.





